
Is stainless steel difficult to weld?
In the second tutorial on welding processes and their applications, our welding instructor Tom takes our apprentice Paul through various aspects of welding stainless steel. As with many such subjects, there are myths associated with this topic, some based purely upon an ignorance of what “Stainless Steel” is.
Can you weld Stainless Steel?
Tom: Let’s start at the beginning. Do you think that you can arc weld stainless steel? If so, what processes do you think that you can use?
Paul: Well, I know that items such as milk tankers are made from stainless steel and these are welded so, yes, you must be able to arc weld it. As to processes, I would imagine that most, if not all the common arc welding processes can be used. One thing that should be borne in mind is that “Stainless Steel” is not just one “metal”. There are four main groups and each has their own specific requirement when selecting the right welding gas. These are austenitic, ferritic, martensitic and duplex. Of these, austenitic stainless steels are the most commonly used, accounting for around 70% of all stainless steels fabricated, weldability is good. Ferritic grades are not as frequently used but they have high strength and good high temperature properties so get used for exhausts, catalytic converters etc. Martensitic grades are much more difficult to weld but offer high strength and are used for vehicle chassis, railway wagons etc. Finally, the duplex grades offer the best of both the austenitic and ferritic grades, combining high strength and high corrosion resistance and are used in chemical plants where weld integrity is crucial

Is Welding Stainless Steel Dangerous?
Welding in Confined Spaces
Paul: One area that we have not covered is health and safety. Are there any major problems with welding stainless steel?
Tom: You surely know the right questions to ask! The problems in many ways are no different to those with any arc welding process. However, there are some specific problems. Any welding process will generate a complex mix of metal fume, particulates, and gases. Welding stainless steel is of particular concern due to the generation of fume containing, amongst other nickel and hexavalent chromium – a proven asthmagen. For these reasons, the HSE recommend the use of Local Exhaust Ventilation (LEV) when welding stainless steel. However, the results of their survey revealed that a significant proportion of sites, while they have adequate exposure controls available do not, in practice use them. Reasons given include a reluctance to regularly reposition the LEV hood as welding progresses and a common misconception that using an LEV affects weld quality.
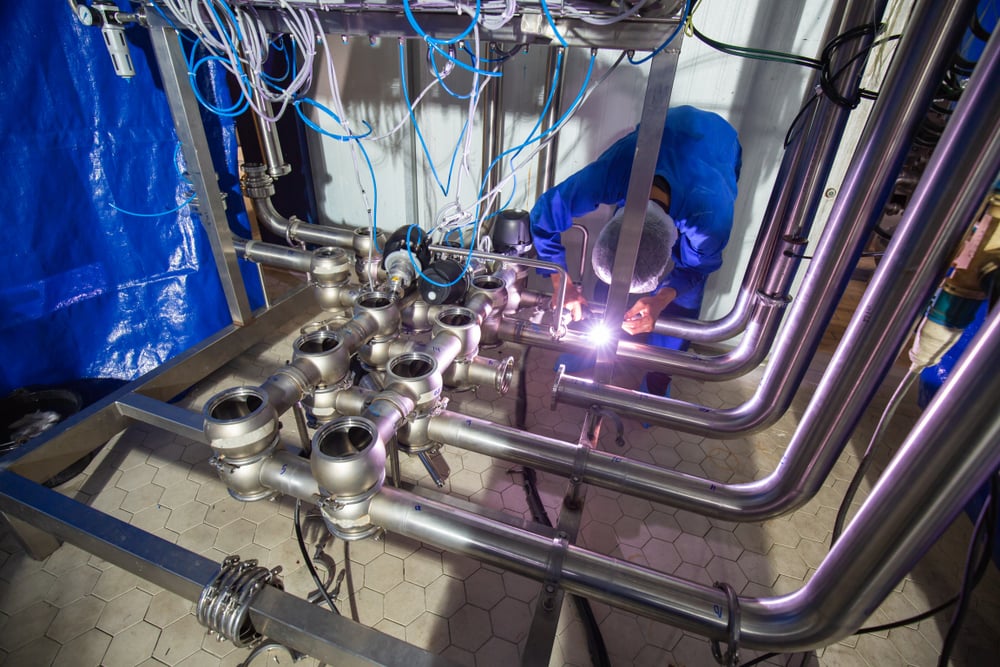
One thing that should be noted is that, in many cases, welding of stainless steel is carried out in confined spaces, for example in tanks. Several of the processes that are employed rely on inert gases for their efficacy. However, if the task is not planned carefully, welding gases such as argon, carbon dioxide, nitrogen and helium can displace the air inside enclosed spaces. Argon and carbon dioxide are relatively ‘heavy’ gases. They can pool in places where you do not normally expect to have a problem, for example vehicle inspection pits.
Sometimes inert gases are used to deliberately replace the air to prevent weld oxidation or reduce the risk of fires. Gases may also build up as they are used during the welding process. If you don’t follow the safe system of work and enter an area where there is a large amount of inert gas, you are risking death from asphyxiation. If the amount of inert gas is high enough, you won’t cough, splutter, pant or feel breathless, you will simply pass out. It happens so fast you will not be able to rescue yourself. If the inert gas has only partially replaced the air, you may feel very weak, tired, and confused. You are likely to find you cannot complete simple tasks, including finding the way out. If you aren’t rescued and breathing normal air within a few minutes, you are likely to pass out and eventually die. Most welding gases, including all the inert gases, have no smell.
Paul, you should not be put off by what I have just told you. As with any manufacturing process, the byword is “CARE;” that is taking care of yourself at all times to work correctly, take care of your own wellbeing and also that of those around you. Do that and you will be safe.
Which Welding Process would you Use for Welding Stainless Steel?
Tom: All the common arc welding processes can be used – MMA, MIG/MAG, TIG, Plasma, etc but you will find that in the majority of cases, TIG welding is generally chosen.
A. TIG Welding of Stainless Steel
Tom: Gas Tungsten Arc Welding (GTAW) or Tungsten Inert gas Welding – simply two different names for the same process – is the most commonly used process. According to a survey by the UK Health & Safety Executive (A small survey of exposure to stainless steel welding fume, Matt Coldwell & Chris Keen – Research Report RR770) TIG and MIG welding account for around 90% of welding. This is because of the versatility and the high-quality weld that results – not just the quality of the weld but also its finished appearance. As you will know, with TIG welding, you typically use a lower current, thereby reducing heat input to the parent metal, coupled with the ability to add filler metal to the weld pool all combine to make it suitable for welding thin materials. The process can also be used to lay down the root runs in much thicker material. While, typically, filler material is added, the so-called autogenous welding process where no filler is added is often used for the automated welding of pipes.
B. MIG/MAG Welding of Stainless Steel
Paul: What about MIG welding?
Tom: Gas Metal Arc Welding (GMAW) or Metal Inert Gas/ Metal Active Gas (MIG/MAG) welding, which is a semi-automatic process, can be used either as a manual or as an automated process. With this process a solid wire electrode and an argon-rich shielding gas are used, typically in high productivity situations either in short-circuit metal transfer mode for thin material or spray-arc mode for thicker applications. For positional welding, power sources that produce a pulsed current offer improved weld metal quality, particularly when positional welding. For improved arc stability, gas mixtures, involving oxygen, helium, carbon dioxide additions to the basic argon have been developed.
C. Flux-Cored Welding of Stainless Steel
Paul: Don’t some welders use flux-cored welding wires? If so, what are the advantages?
Tom: Again, you are correct. This is a version of the MIG/MAG process where, instead of using a solid wire a tubular wire filled either with a flux (FCW) or a metal powder (MC) can be used in the same welding equipment. Suppliers offer two variants – one for all-positional welding and the second for higher deposition, down-hand welding. Not only do you get higher deposition rates but there is also a significant reduction in post-weld cleaning. Again, the HSE Report calculated that FCW accounts for no more than 5% of all stainless-steel welding.
D. MMA Welding of Stainless Steel
Tom: Shielded Metal Arc Welding (SMAW) or Manual Metal Arc Welding (MMA) can readily be used. Indeed, the wide variety of electrode coatings offer great flexibility in welding different grades of stainless steel in an equally wide range of applications. Care must be taken if you are going to use MMA. The most widely used are acid rutile coated electrode as they produce a spray arc form of metal transfer, a self-releasing slag, and an aesthetically pleasing weld profile. Generally, they are used in the down-hand position. If you are looking for welds of a higher quality then you should change to basic coated electrodes but they do have the disadvantage of having slag micro-inclusions and gas pores, slag removal is not as easy and weld profiles are not as good.
Post-Weld Finishing Results
Paul: Stainless steel by definition is a bright shiny metal. Does welding damage this finish and, if so, should it be removed?
Tom: While there is plenty of literature about post-fabrication and post-weld cleaning of stainless steel, there is one issue that does raise questions and that is “heat tinting”. This is a thickening of the naturally occurring oxide layer on the surface of the stainless steel and are the result of light interference effects. While, over a period of time, this discolouration will blend in with the rest of the stainless steel, it is vitally important that the weld heat tine is removed so that the full corrosion resistance of the finished product is not affected. Indeed, the Drinking Water Inspectorate Code of Practice (Operational Guidelines and Code of Practice for Stainless Steel Products in Drinking Water Supply) states that “In order to achieve the optimum corrosion performance of stainless steel welded joints, crevice features, contamination and at least all weld heat tines deeper in colour than a pale yellow shall be removed by mechanical dressing followed by acid pickling of the weld joint!”

Gases for MIG/MAG Welding Stainless Steel
Paul: What are the Effects of Different Welding Gases?
Tom: There are many misconceptions over the role of shielding gases when welding. Many people believe that it is the electrode that controls the final weld quality. That is largely true but, by selecting the right gas, significant benefits can be obtained.
Taking this process as an example, MIG/MAG welding of stainless steel is usually done with an argon or an argon/helium-based mixture. These gases contain small amounts of an oxidising gas such as oxygen or carbon dioxide to stabilise the arc. However, using too much carbon dioxide can cause problems with carbon pickup. The general-purpose shielding gas is a mix of argon with 2.5% carbon dioxide as it offers good wetting action and produces smooth weld with little or no spatter. In the case of welding thicker pieces of stainless steel, a 3-component mix is used, containing argon, helium and carbon dioxide. The result is a weld with low surface oxidation, excellent corrosion resistance, good fusion and low reinforcement levels, coupled with high welding speeds.
Finally, since flux-cored welding of stainless steel is becoming more popular, the main gas selected is normally carbon dioxide or a mixed gas containing up to 20% carbon dioxide.
Tom: Paul, I think we have covered all the main points of welding of stainless steel so I will see you next time where the next topic we will cover is Orbital welding.
Paul: Thank you Tom, I really enjoyed the previous session on spot welding.
If you have found this Q&A feature on stainless steel welding interesting, you will find many more articles on The Welding Institute’s website here. The TWI are a technology and research centre providing expert advice on all welding, joining and engineering technologies.
Another source of information is from The International Stainless Steel Forum (ISSF) a non-profit research organisation, which serves as the world forum on various aspects of the international stainless steel industry.
Looking for welding equipment for stainless steel? The range is huge so pick up the phone for some advice and suggestions. Or you can find new and used welders for sale here.
Rodney Pitt, Author and an erstwhile Editor of Welding Review, Welding & Metal Fabrication and Metal Construction.

comments
The Westermans blog offers a detailed guide on welding stainless steel, focusing on preparation, equipment, and techniques like TIG, MIG, and Stick welding. It emphasizes controlling heat to avoid warping, selecting suitable filler materials, and managing challenges like corrosion and discoloration.
Hello
Thanks for sharing the great information. I read this blog and must say the information that you shared in this blog is really very useful. Please post more blog related to “Mobile Stainless Steel Welding Services in Canada”
Thank You.
The section about safety in which there is discussion about oxygen being displaced is scary. I’ve never welded inside a tank but I can imagine one’s comfort level would grow if this were an everyday task. I would be very fascinated to know more details about the careful procedures put into place by folks who routinely work in these conditions.
I’m trying to teach myself TIG welding, specifically I’m interested in stainless steel. I’ve never did any kind of welding before.
I learn by watching several videos and joining forums, foremost get a basic machine and get thr hang the hang of settings work scraps on ss.since expensive